
成功案例 /case
 ATE扭力防错系统
ATE扭力防错系统 长安跨越M109整车检测线改造搬迁
长安跨越M109整车检测线改造搬迁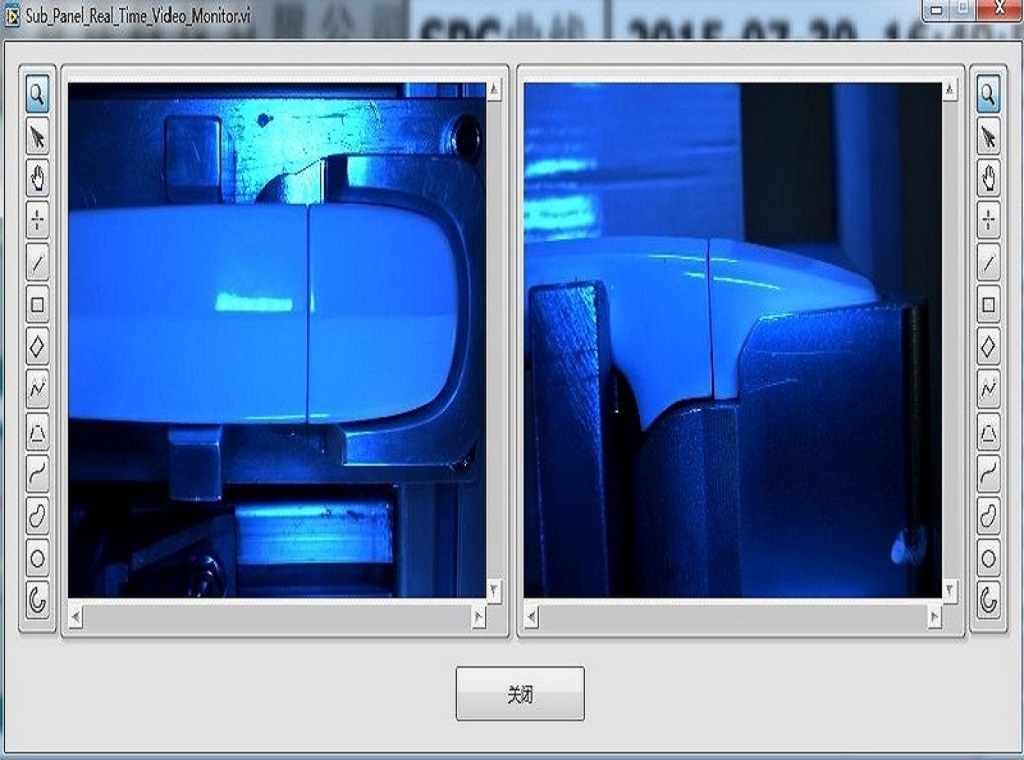 基于机器视觉的轿车车门把手间隙检测
基于机器视觉的轿车车门把手间隙检测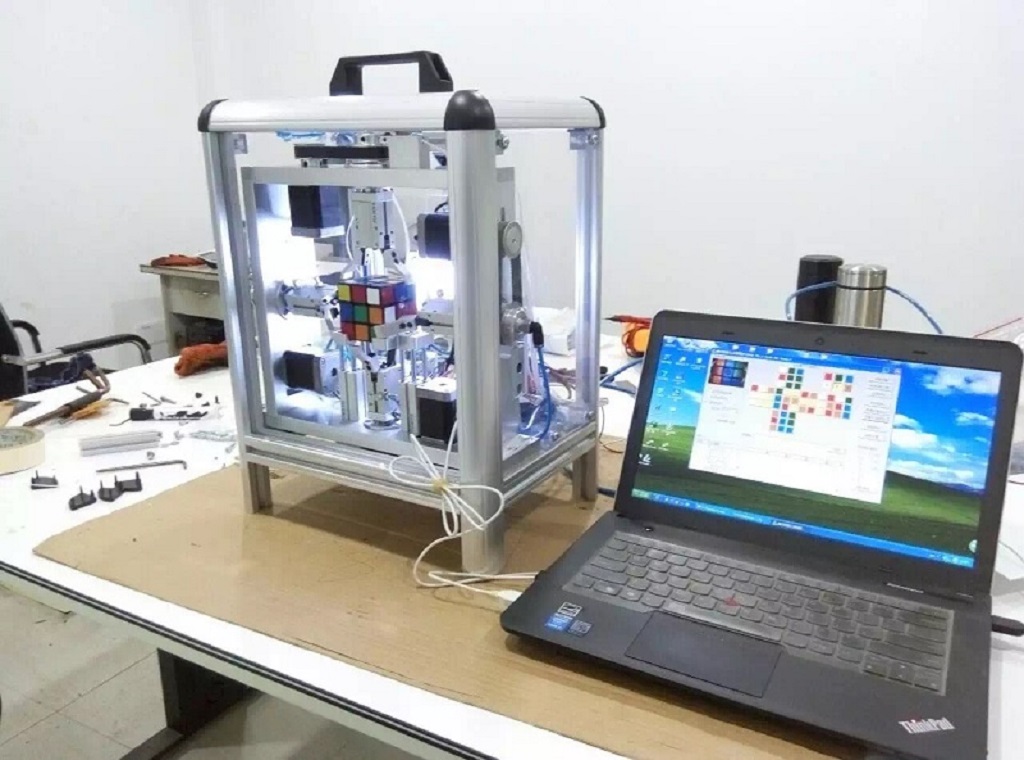 魔方还原四轴机器人(自主研发)
魔方还原四轴机器人(自主研发) 智能防错电子货架(自主研发)
智能防错电子货架(自主研发) 汽车启动电机多功能检测台系统(自主研发)
汽车启动电机多功能检测台系统(自主研发) 长安三工厂:231车间板式废料输送链系统改造
长安三工厂:231车间板式废料输送链系统改造 长安发动机厂:“CA20发动机总装生产线”油封压装机改造
长安发动机厂:“CA20发动机总装生产线”油封压装机改造 长安公司江北发动机工厂哈飞机冬季油定量加注系统改造
长安公司江北发动机工厂哈飞机冬季油定量加注系统改造 发动机车间GTDI发动机-ETS系统改造
发动机车间GTDI发动机-ETS系统改造
案例介绍
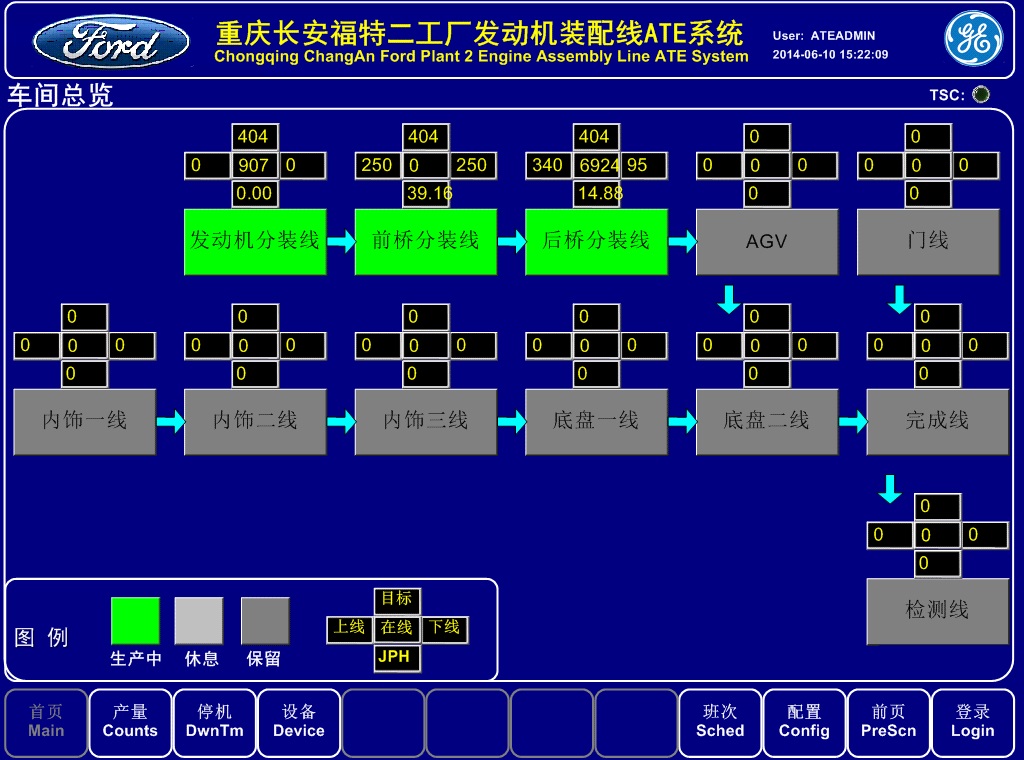
ATE系统主要用于满足车间对发动机分装线、前桥线、后桥线的扭力信息的收集、追踪和查询,后期数据分析及质量追溯的需求,并通过该系统实现对生产线反控功能,以达到防错的目的。
系统的具体业务目标是:
1.数据采集: 实现拧紧设备质量数据(包括螺栓拧紧时的最终力矩,角度和结果值),以及工位加工信息(包括发动机号、VIN号)的采集。
2.生产管理: 实现发动机生产的自动识别与队列跟踪,以及对车间设备进行实时监控,将底层设备必要信息显示在企业服务器和浏览工作站上。
3.质量管理: 实现装配力矩防错、工位回控、质量信息绑定与质量追溯。
4.报表管理: 实现从历史数据库获取查询数据并生成报表,包括产量报表、质量数据报表。
系统主要功能介绍:
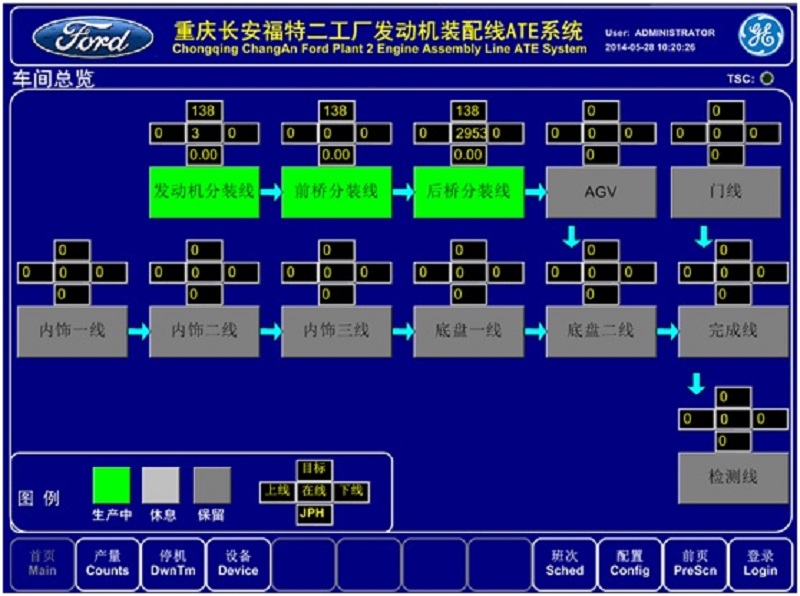
车间总览监控界面,实时监控现场各产线总体情况。图中3个绿色的块儿,分别表示发动机分装线、前桥线和后桥线,当某一条线未生产的时候,对应的块儿就变成灰色。每条线体的实际产量、当前目标、上线数量、在线数量、JPH都可以在此画面中查看。底部按钮可跳转到其他对应的功能界面中。

产量监控界面,实时监控现场各车型的产量,每小时产量。
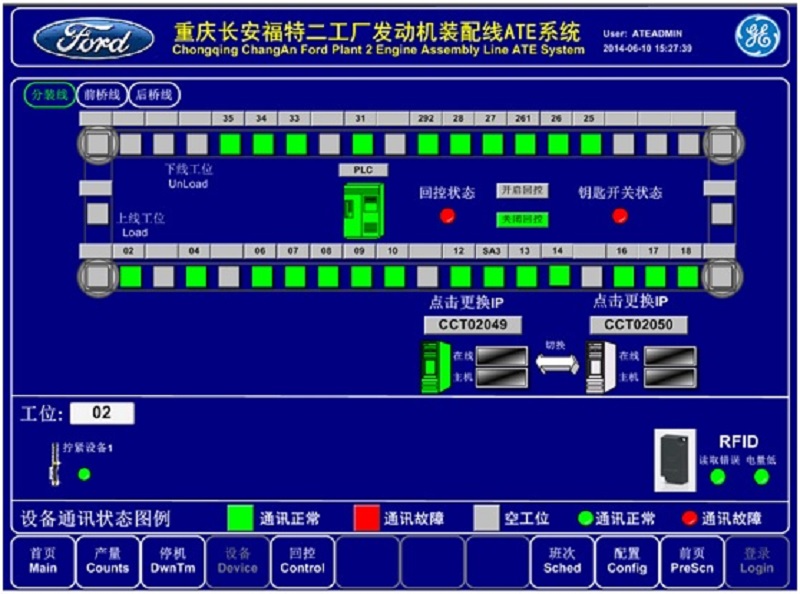
设备状态监控,实时监控现场所有工位所有加入ATE控制的设备状态,一旦设备通讯异常,及时报警,以便及时排查并解决问题。

基础数据配置界面,用于配置ATE控制系统的所有基础数据,包括加工工艺,零件防错规则,车型等。
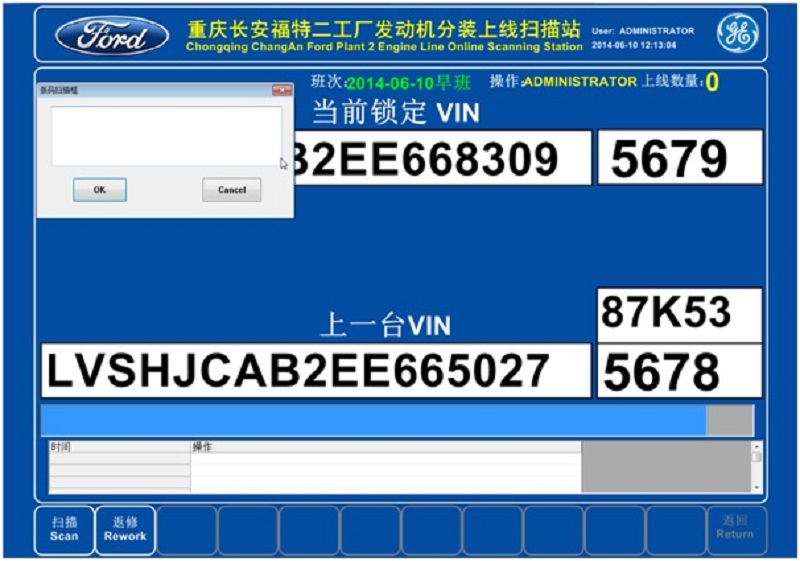
ATE系统扫描防错点,通过扫描零件条码,系统自动获取预设的零件规则,对二者进行防错匹配,防止错装漏装的情况。

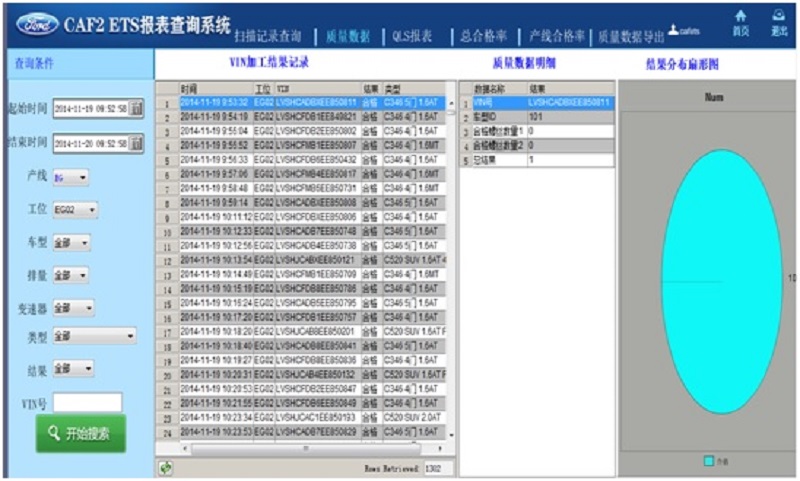
ATE系统报表,用于追踪历史数据,扫描记录,质量数据,车辆过站信息查询等